Scope of work

As shown in the above image, we have to press two LM bearings into the fork. Of Course we can go for a hammer or any mechanism, but customer needs these forks in huge numbers. So we provide him with a hydraulic press machine which will work effectively and save time as well as effort.
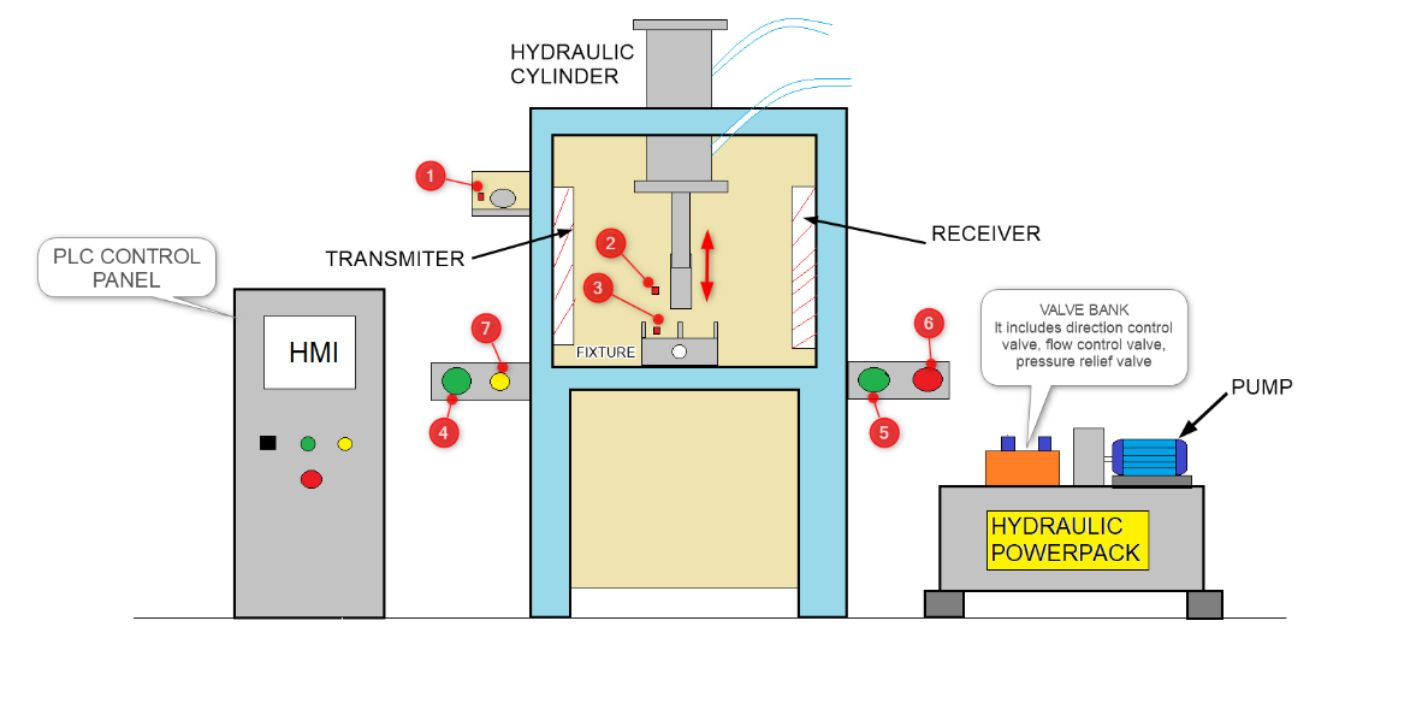
Hydraulic press machine
Input and Output devices list
| Input devices | Output devices |
|
Pump on |
|
Hydraulic cyl UP sol coil |
|
Hydraulic cyl DOWN sol coil |
|
Operation complete lamp |
|
SPARE |
|
SPARE |
|
SPARE |
| Safety light curtain | SPARE |
Hardware and software details
PLC – AB micrologix 1400
HM I- Panelview
PLC & HMI communication – Ethernet
Pump Motor contro l- Hardwired (via contactor)
Operation
● Keep the fork on the fixture properly, (part present sensor detects the fork).
● Take a LM bearing, sense it to the POKA YOKE sensor and then attach it below the hydraulic ram, (bearing present sensor detects the bearing).
● When the machine is in auto mode and there is no fault, a machine should start after pressing both palm PBs simultaneously. Switch on the cylinder DOWN solenoid coil for 5 sec, after completion of 5 sec, switch on the cylinder UP solenoid coil.
● Take another LM bearing, sense it to the POKA YOKE sensor, attach it to the ram, and press both palm PBs simultaneously. A lamp must glow after the completion of the cycle.
● If someone tries to interrupt machine operation (light curtain gives signal) a machine must stop immediately.
● A POKA YOKE sensor operation cannot be bypassed.
